
- Numer modelu: VK-SCC
- Wysokość butelki do zastosowania: 60-380 mm
- Średnica szyjki butelki odpowiednia do butelek: 16-50 mm
- Napięcie silnika: 220 V (dostosuj)
- Moc silnika: 0,37 kW
- Wydajność produkcyjna: 1200-1500 butelek/godzinę
- Rozmiar maszyny: 600*210*900mm
- Opakowanie: Karton drewniany
- Waga maszyny: 140 kg
Przegląd sprzętu do maszyny do zamykania pojedynczą głowicą
Przyjmuje materiał ze stali nierdzewnej, maszyna jest odporna na korozję i łatwa do czyszczenia. Dzięki kompaktowej konstrukcji zajmuje mało miejsca na podłodze. Podczas gdy, dzięki wysokiej wydajności i niezawodności, jest to maszyna o wysokiej automatyzacji, która wymaga tylko jednego personelu operacyjnego. Jest to automatyczny sprzęt do napełniania i zamykania łączący mechanizm, elektryczność i pneumatykę w jednym.
Parametry techniczne

- Numer modelu: VK-SCC
- Wysokość butelki do zastosowania: 60-380 mm
- Średnica szyjki butelki odpowiednia do butelek: 16-50 mm
- Napięcie silnika: 220 V (dostosuj)
- Moc silnika: 0,37 kW
- Wydajność produkcyjna: 1200-1500 butelek/godzinę
- Rozmiar maszyny: 600*210*900mm
- Opakowanie: Karton drewniany
- Waga maszyny: 140 kg
(Uwaga: Maszyna jest zasilana ręcznie przez pracownika w celu zakładania zakrętek na słoiki. Opcjonalnie można wybrać automatyczny system podawania zakrętek, którego zdjęcia przedstawiono poniżej.)

Instalacja sprzętu
Maszyna nie wymaga wstępnego zakopania śrub kotwiących. Po rozpakowaniu należy umieścić całą maszynę na solidnej i płaskiej podłodze, a następnie wyregulować wysokość śruby nogi maszyny.
Użyj wskaźnika poziomu, aby skorygować wszelkie przechyły, aby upewnić się, że każda noga ma równomierne obciążenie. Po zakończeniu regulacji podłącz i dobrze zamocuj wąż doprowadzający wodę, wąż odprowadzający ścieki, zasilanie i źródło powietrza.

Użytkowanie i obsługa (funkcje panelu)

1. Włącz główny wyłącznik zasilania oraz przełącznik znajdujący się po prawej stronie obudowy urządzenia, a następnie interfejs człowiek-komputer wyświetli ekran startowy, jak poniżej:
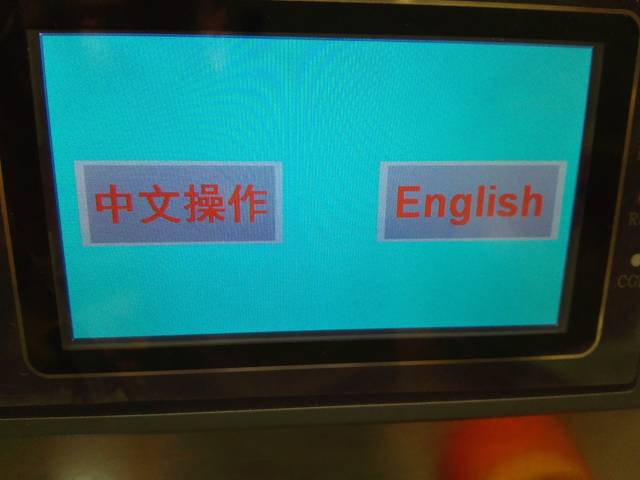
2. Kliknij na jedną z ikon, a ekran zostanie przesunięty poniżej:

3.0 Kliknij SET, aby przejść do poniższego ekranu:
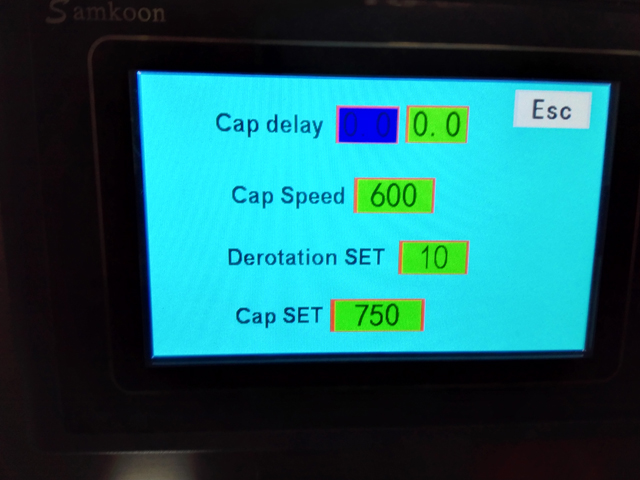
3.1 Opóźnienie zamknięcia oznacza, że gdy wykryto butelkę, opóźnienie rozpoczyna się do następnego ruchu. Dodaje to wygody regulacji butelek o różnych rozmiarach.
3.2 Prędkość zakręcania to prędkość obrotowa silnika zakręcającego. Ustawienie zakręcania wyświetla wartość impulsu, która pokazuje czas zakręcania i pozycję zakręcania. Przebieg pracy zakręcania przebiega następująco: zakręcanie butelek — zakręcanie — wznowienie pozycji zakręcania — zakręcanie butelek wyłączone. Gdy opóźnienie zakręcania wynosi 0, oznacza to, że opóźnienie nie jest ustawione.
4.0 Kliknij odpowiednie pole cyfr po prawej stronie parametrów, a poniżej pojawią się ekrany regulacji parametrów, gdzie CR służy do czyszczenia, ES do istniejącego, a Enter do potwierdzania. Po kliknięciu Manual tryb zostanie przełączony na tryb auto, a maszyna uruchomi się automatycznie.

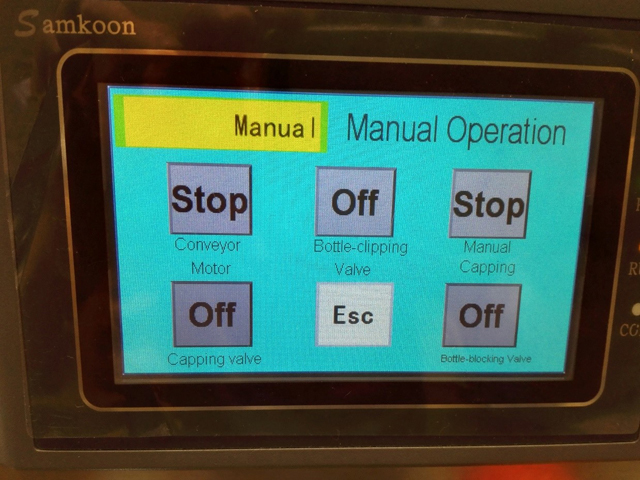
5.0 Wróć do ekranu menu i kliknij Manual na dole ekranu, aby przejść do poniższego ekranu. Jeśli wymagane są oddzielne operacje ręczne, kliknij odpowiednie przełączniki, aby kontynuować.
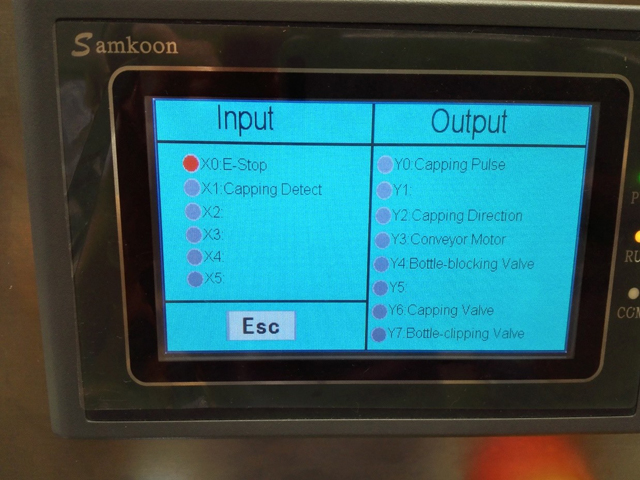
6.0 Wróć do ekranu menu i kliknij Check, aby przejść do poniższego ekranu. Gdy wskaźnik jest włączony, pokazuje on odpowiednie wejście na PLC, które ma wejście sygnału. Zobacz poniższy ekran:
Przepływ pracy

| Przed uruchomieniem maszyny | Ekran dotykowy wyświetla ekran startowy | |
| Wybierz język | Ekran zmienia się w ekran menu | |
| Kliknij Manual na dole ekranu | Ekran przełącza się na tryb obsługi ręcznej | Podczas uruchamiania ręcznego kliknij odpowiedni numer na klawiaturze podczas uruchamiania |
| Kliknij Auto | Ekran przełącza się na tryb automatyczny | Kliknij przycisk automatycznego startu, a wszystkie procedury zostaną uruchomione |
| Kliknij przycisk zatrzymania awaryjnego | W trybie zatrzymania awaryjnego | Naciśnij przycisk zatrzymania awaryjnego, jeśli podczas produkcji wystąpią jakiekolwiek nieprawidłowości i naciśnij go ponownie, gdy nieprawidłowości zostaną usunięte. |
| Uruchomienie obcinania butelek | Po obu stronach przenośnika znajdują się śruby do mocowania cylindra do zaciskania butelek. Po poluzowaniu nakrętki sześciokątnej M8 i pokrętła uchwytu gwiazdowego można przesuwać go do przodu i do tyłu, aby zamocować butelkę w uchwycie urządzenia do zaciskania butelek. | Mocowanie klipsa na butelkę nie powinno być zbyt ciasne lub zbyt luźne, ale odpowiednie |
| Uruchomienie czapki | Odkręć pokrętło uchwytu gwiazdowego i obróć trzonek ręczny z tyłu maszyny, aby | Podczas zakręcania nie powinno być zbyt wysoko ani zbyt nisko styku głowicy zakręcającej z kapslem butelki. |
Ilustracje wejścia i wyjścia PLC
Wykrywanie kapsli X1: Gdy wykryta zostanie butelka, wskaźnik X1 będzie włączony. Następnie rozpocznie się opóźnienie, a przycinanie i kapslowanie butelek rozpocznie się po zakończeniu opóźnienia.
X0 E-stop: W normalnych warunkach wskaźnik X0 będzie wyłączony. Po jego naciśnięciu maszyna zatrzyma się, a wszystkie ruchy powrócą do pierwotnego stanu.
Ograniczenie pulsu Y0: gdy wskaźnik Y0 jest włączony, oznacza to, że występuje puls.
Kierunek zamykania Y2: Gdy wskaźnik Y2 jest włączony, oznacza to, że kierunek zamykania jest w toku.
Silnik przenośnika Y3: Gdy wskaźnik Y3 jest włączony, przenośnik działa.
Zawór blokujący butelki Y4: Gdy wskaźnik Y4 jest włączony, oznacza to, że cylinder blokujący butelki działa.
Zawór zamykający Y6: Gdy wskaźnik Y6 jest włączony, oznacza to, że zawór zamykający działa.
Zawór obcinania butelek Y7. Gdy wskaźnik Y7 jest włączony, oznacza to, że cylinder obcinania butelek działa.
Typowe usterki i rozwiązywanie problemów

| NIE | Usterki | Możliwe przyczyny | Rozwiązania |
| 1 | Wskaźnik zasilania Wskaźnik zasilania świeci lub nie świeci, ale maszyna nie wykonuje żadnych ruchów | Brak problemów z zasilaniem i utratą fazy | Sprawdź, czy nie ma problemów z zasilaniem wejściowym i zasilaniem w szafie. |
| 2 | Cylinder nie porusza się lub porusza się nieprawidłowo | Czy jest dopływ powietrza? | Otwórz dopływ powietrza |
| Brak napięcia w zaworze elektromagnetycznym | Sprawdź stan obwodu, najpierw sprawdzając, czy jest zasilanie z odpowiedniej stacji roboczej w szafie. Jeśli jest, sprawdź obwód zewnętrzny. | ||
| Przepustnica z nieodpowiednimi regulacjami | Dostosuj położenie przepustnicy tak, aby przy obrocie zgodnie z ruchem wskazówek zegara cylinder przyspieszał, a przy obrocie przeciwnie do ruchu wskazówek zegara prędkość cylindra spadała. | ||
| Czy parametry ustawienia czasu są odpowiednie lub 0. | Zresetuj ustawienia czasu | ||
| 3 | Nasadka nie jest szczelna | Zaciskanie butelek nie jest dokładne lub obraca się lub czas zamykania jest zbyt krótki | Dostosuj urządzenie do zaciskania butelek lub zwiększ czas zamykania |
Zakręcanie butelek i próbek

Może Ci się spodobać
 Liniowa maszyna do zamykania wrzeciona, szybkie urządzenie do zamykania butelek
Liniowa maszyna do zamykania wrzeciona, szybkie urządzenie do zamykania butelek- Puszki, kartony, maszyny do zamykania, zamykanie pudełek, sprzęt do zamykania
- Półautomatyczna maszyna do drukowania i nakładania naklejek na kable i przewody
- Automatyczna linia do zamykania próżniowego słoików szklanych z trzema głowicami sosu
- Automatyczna maszyna do napełniania i zamykania tub plastikowych do pasty do zębów
- Maszyna do napełniania i zamykania zakrzywionych tubek Specjalna maszyna do zamykania końcówek tubek
- Maszyna do napełniania tub kosmetycznych farmaceutycznych za pomocą ultradźwiękowego zgrzewania
- Maszyna do napełniania i zamykania puszek granulkami, automatyczne wagi wielogłowicowe
- Półautomatyczna maszyna do etykietowania kabli i przewodów
- Automatyczna obrotowa maszyna do zamykania puszek metalowych, słoików i puszek Pop Can









