
- Modele: VK-TFS-002U
- Zasilanie: 220V/50HZ/Jednofazowe
- Moc: 1500W
- Częstotliwość: 20Khz
- Długość rury: 40-280mm
- Średnica rury: 10-80mm
- Objętość napełniania: A: 5-30 ml B: 6-60 ml C: 10-120 ml D: 25-250 ml E: 50-500 ml (opcjonalnie)
- Rozmiar: 735*670*1300mm
- Waga: 130 kg
Obejrzyj wideo
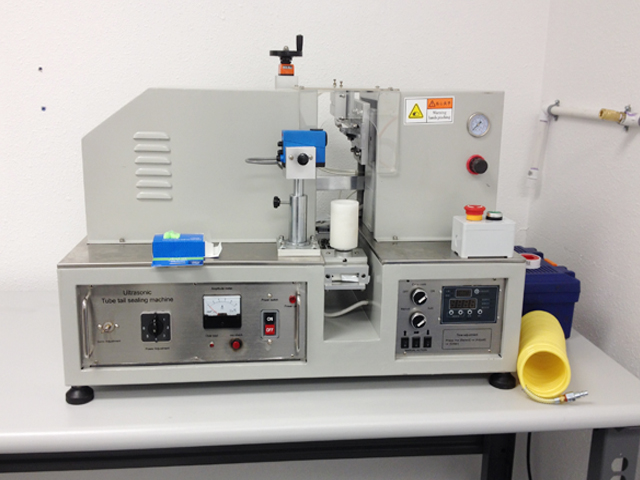
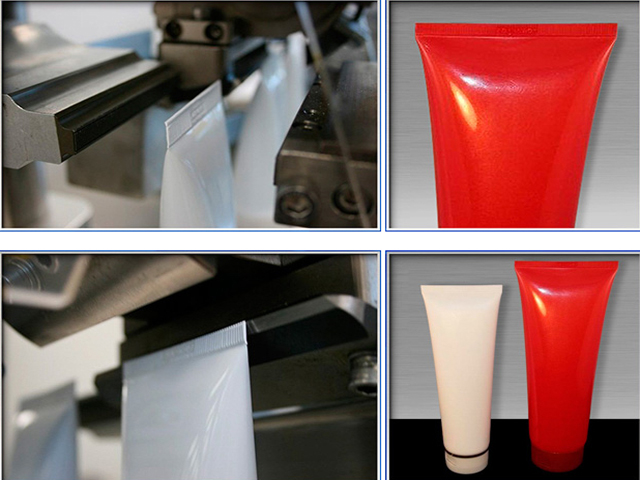
Funkcja i zastosowanie
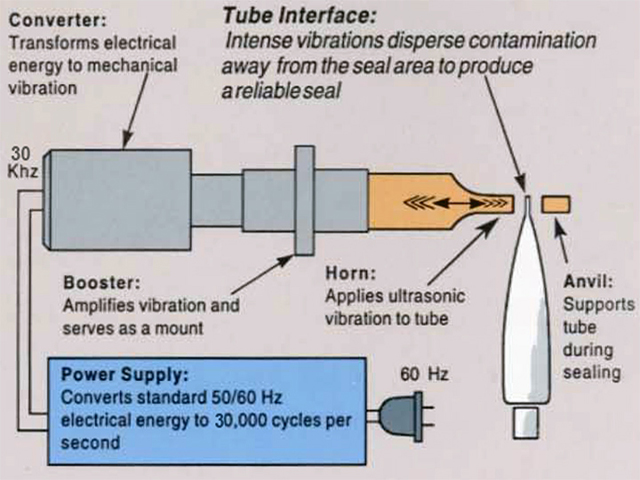
Użyj ultradźwięków do spawania plastikowych miękkich końcówek rur. Nie potrzebujesz żadnego kleju, wypełniacza ani rozpuszczalnika podczas spawania, nie zużywają dużych ilości ciepła, są łatwe w obsłudze, mają dużą prędkość spawania i wysoką wydajność.
Maszyna ta jest powszechnie stosowana do pakowania pasty do zębów, kosmetyków, produktów medycznych, żywności, produktów przemysłowych itp.
Główne parametry


| Model | VK-TFS-002U |
| Zasilacz | 220V/50HZ/Jednofazowy |
| Moc | 1500 W |
| Częstotliwość | 20KHz |
| Długość rury | 40-280 mm |
| Średnica rury | 10-80 mm |
| Objętość wypełnienia | A: 5-30 ml B: 6-60 ml C: 10-120 ml D: 25-250 ml E: 50-500 ml (opcjonalnie) |
| Rozmiar | 735*6701300mm |
| Waga | 130kg |
Układ maszyny uszczelniającej
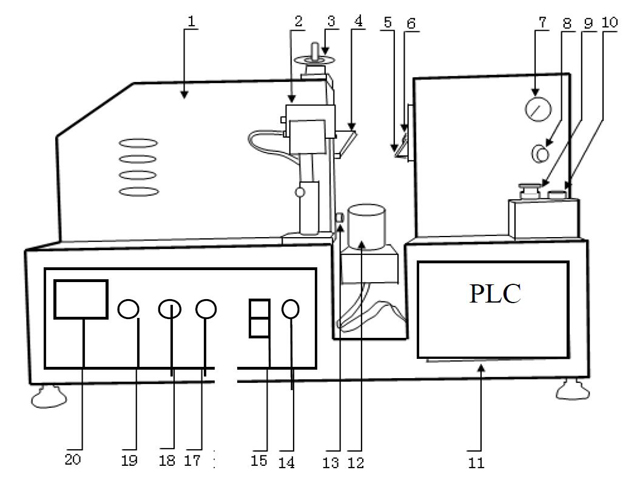
- Korpus główny
- Transduktor
- Regulacja wysokości rury
- Forma przednia
- Forma tylna
- Nóż
- Miernik ciśnienia gazu
- Regulacja ciśnienia gazu
- Przycisk alarmowy
- Przycisk Start
- PLC
- Uchwyt
- Regulacja szczeliny formy
- Lampa zasilająca
- Wyłącznik zasilania
- Melodia
- Sprawdzenie OSC
- Lampa przeciążeniowa
- Licznik ładowania
(Uwaga: Proszę sprawdzić, czy śruba przedniej formy jest dobrze zamocowana, ponieważ może się zdarzyć, że podczas transportu śruba będzie luźna)
Część uszczelniająca
- Rozruch silnika: służy do sterowania pracą uchwytu rury
- Start cylindra podającego: służy do sterowania podawaniem uchwytu rurki
- Rozruch cylindra ultradźwiękowego: służy do sterowania pracą formy górnej i dolnej.
- Rozruch cylindra przycinającego: służy do sterowania nożem
- Cylinder napełniający: Służy do sterowania gwiazdą cylindra głowicy napełniającej lub zatrzymania podczas pracy ręcznej
- Rozpoczęcie napełniania: Służy do sterowania gwiazdą napełniania lub zatrzymania jej w trybie ręcznym
- Start ultradźwiękowy: Służy do kontrolowania częstotliwości, jest taki sam jak „18. Kontrola OSC”
- Orientacja tuby włączona: służy do sterowania wyłączaniem/włączaniem Sense
- Ustawienie czasu: Służy do regulacji czasu opóźnienia/czasu spawania/czasu podtrzymywania
- Czas opóźnienia: 0,80
- Czas spawania: Średnica rury 20, czas około: 0,20, Średnica rury 30, czas około 0,40, Średnica rury 40, czas około 0,50, Średnica rury 50, czas około 0,7
- Czas utrzymywania: 0,35
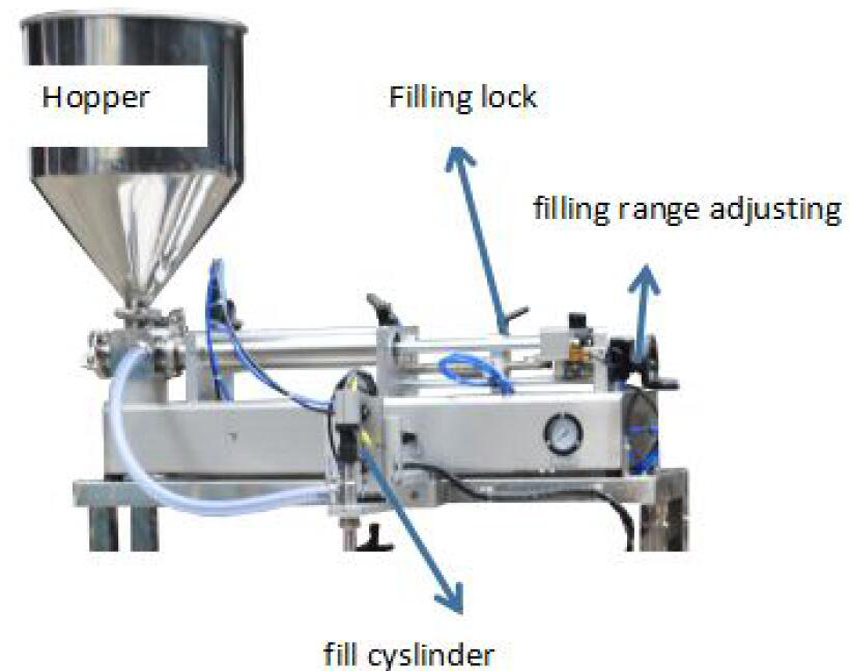
Część wypełniająca
Proces operacyjny
- Podłącz prawidłowo zasilanie i sprężone powietrze (zalecane 0,5 MPa).
- Naciśnij przycisk zasilania
- Naciśnij przycisk „OSC check” i jednocześnie ustaw „Tune button”. Za pomocą śruby na przycisku Tune możesz obracać w lewo lub w prawo, jednocześnie znajdując minimalne „Signal light” (będzie ono niższe niż 1A) i ustawiając „Frequency adjustację”. (Nie naciskaj przycisku „OSC check” ciągle, naciskaj go okresowo).
- Umieść probówkę w uchwycie.
- Naciśnij „Ultrasonic cylinder start”, przednia i tylna forma zostaną zamknięte. Ustaw „Moulds gap adjust”, pozwól, aby dwie formy się stykały i nie było żadnej szczeliny. Naciśnij „Cutter controller” i potwierdź, że nóż będzie działał płynnie. (podczas regulacji należy umieścić plastikową rurkę na uchwycie rurki)
- Ustaw przednią i tylną formę oraz nóż w pierwotnej pozycji.
- Umieść rurkę na 'Holderze' i naciśnij 'Feeding cylinder start', rurka będzie biegła między dwiema formami. W razie potrzeby dostosuj wysokość uchwytu. (sugerujemy, aby rurka była wyższa od tylnej formy o 2 do 3 mm)
- Przywróć rurkę do pierwotnej pozycji.
- Ustaw status automatyczny, włącz czujnik, jeśli rurka ma kod kolorystyczny, w przeciwnym razie wyłącz go.
- Naciśnij „Auto”, a urządzenie zacznie działać automatycznie.
Próbki


Niepowodzenie i rozwiązanie
| Awaria | Przyczyna | Zaradzić |
| Maszyna nie działa lub działa nieprawidłowo | Brak zasilania i sprężonego powietrza | Podłącz zasilanie i sprężone powietrze |
| Niskie ciśnienie sprężonego powietrza | Zwiększ ciśnienie powietrza | |
| Przepełnienie plastiku lub niesprawność po spawaniu | Dwie formy zbyt zamknięte lub zbyt rozdzielone | Dostosuj odstęp między dwiema formami |
| Szorstka krawędź po cięciu | Nożyk tępy | Naostrz nóż lub wymień ostry |
| Frez ma dużą szczelinę między tylną formą | Wykonaj kontakt frezu z formą |
Może Ci się spodobać
 Maszyna do napełniania tub kosmetycznych farmaceutycznych za pomocą ultradźwiękowego zgrzewania
Maszyna do napełniania tub kosmetycznych farmaceutycznych za pomocą ultradźwiękowego zgrzewania- Półautomatyczna pozioma maszyna tłokowa do napełniania szamponem w płynie
- Indywidualnie zaprojektowana linia do napełniania i zamykania małych butelek płynem E Liquid
- Automatyczne jednotorowe saszetki do pakowania soków Sprzęt do napełniania płynów alkoholowych
- Pompa perystaltyczna dozująca płyny napełniająca maszyna zamykająca do olejków eterycznych
- Półautomatyczna maszyna do napełniania i zamykania tubek z kremem
- Półautomatyczna stołowa pneumatyczna maszyna do zamykania butelek plastikowych
- Półautomatyczny sprzęt elektroniczny Plastikowy płaski sprzęt do etykietowania powierzchni
- Pełna pneumatyczna maszyna do napełniania pastą płynną do kremów kosmetycznych
- Automatyczna maszyna do etykietowania termokurczliwymi rękawami Bopp do butelek plastikowych









