
- Wydajność produkcyjna: 40-60 kaps./min.
- Rozmiar nasadki: 10-50/35-140mm
- Średnica butelki: 35-140mm
- Wysokość butelki: 38~300mm
- Rozmiar (dł. × szer. × wys.): 1000 × 800 × 1200 mm
- Waga: 100 kg
Podstawowe parametry
| Typ | VK-FC |
| Zdolność produkcyjna | 40-60 kapsułek/min |
| Rozmiar czapki | 10-50/35-140 mm |
| Średnica butelki | 35-140 mm |
| Wysokość butelki | 38~300 mm |
| Rozmiar (dł. × szer. × wys.) | 1000×800×1200 mm |
| Waga | 100kg |

Cechy:
Automatyczna maszyna do zakręcania śrub z ręcznym podawaniem zakrętek to najnowsze udoskonalenie nowego typu maszyny do zakręcania. Elegancki wygląd samolotu, inteligentny,
szybkość zamykania, wysoki wskaźnik przepustowości, stosowany w przemyśle spożywczym, farmaceutycznym, kosmetycznym, w produkcji pestycydów, kosmetykach i innych gałęziach przemysłu, w przypadku butelek z zakrętką o różnych kształtach.
Silniki czterobiegowe służą do przykrywania, zaciskania butelek, przenoszenia, zamykania, maszyny o wysokim stopniu automatyzacji, stabilności, łatwej regulacji lub wymiany zakrętki do butelek, gdy nie są to części zamienne; wystarczy wykonać regulację, aby zakończyć proces.

- Ta maszyna do zamykania śrub nadaje się do automatycznego zamykania w przemyśle kosmetycznym, medycznym, napojowym itp.
- Ładny wygląd, łatwy w obsłudze.
- Konkurencyjna oferta cenowa.


nakrętki do maszyny do zamykania śrub

butelki z zakrętkami do maszyn zamykających śrubami liniowymi

Cytat: FOB (Szanghaj) podana poniżej wycena oparta na
Pakiet: Każda maszyna została owinięta folią PO, a następnie zapakowana do standardowej drewnianej skrzyni.
Kierownik produkcji: 20 dni roboczych po otrzymaniu zaliczki w wysokości 30%, pozostałe 70% płatności pobierane przed wysyłką
Gwarancja: Na wszystkie urządzenia udzielana jest roczna gwarancja. (Gwarancja nie obejmuje problemów spowodowanych wypadkami, niewłaściwym użytkowaniem, niewłaściwym zastosowaniem, uszkodzeniami w czasie przechowywania, zaniedbaniem lub modyfikacją sprzętu lub jego podzespołów. Gwarancja nie obejmuje również łatwo psujących się części zamiennych)
Instalacja: Po przybyciu maszyny do Twojej fabryki, jeśli zajdzie taka potrzeba, nasz technik przyjedzie do Ciebie, aby zainstalować i przetestować maszynę, a także przeszkolić Twojego pracownika w zakresie obsługi maszyny (czas pociągu zależy od Twojego pracownika). Wydatki (bilet lotniczy, wyżywienie, hotel, opłata za podróż do Twojego kraju) powinny być na Twoim koncie i musisz zapłacić technikowi 150 USD dziennie. Możesz również udać się do naszej fabryki, aby odbyć szkolenie.
Po serwisie: Jeśli masz problem z maszyną, nasz technik przyjedzie do Ciebie, aby naprawić maszynę tak szybko, jak to możliwe. Koszt powinien być na Twoim koncie (jak powyżej).
Czym jest maszyna zamykająca?
Maszyny do zaciskania nakrętek są kluczowym etapem produkcji dla wielu branż, zapewniając, że produkty docierają do klientów bez wycieków lub zepsucia. Chociaż maszyny do zakręcania działają na tej samej ogólnej zasadzie zakręcania nakrętek na pojemnikach, rosnąca złożoność nowoczesnych projektów produktów utrudnia znalezienie najlepszej maszyny. Aby pomóc Ci poruszać się po alternatywach, ten przewodnik opisuje, jak działają maszyny do zaciskania nakrętek i wyjaśnia główne zalety i wady każdego typu.
Butelki i pojemniki trafiają do maszyny zamykającej, która wykorzystuje szereg różnych metod dokręcania zakrętek. Każda z tych technik ma swoje zalety i wady, które zależą od pojemnika, rodzaju i rozmiaru zakrętki oraz od tego, czy maszyna pracuje z jedną linią produktów, czy musi dostosować się do wielu produktów.
Maszyny do zamykania śrub w linii
Maszyny do zakręcania śrub w linii, znane również jako zakręcarki wrzecionowe, są szczególnie powszechne, ponieważ stosunkowo łatwo jest dostosować maszyny do różnych typów i rozmiarów zakrętek. Maszyny wykorzystują trzy lub cztery tarcze zaciskowe do obracania zakrętki, gdy pojemnik przesuwa się wzdłuż przenośnika, a pasy boczne mocno chwytają butelkę, aby zapobiec jej obracaniu się i utrzymać stabilną, pionową pozycję.
Maszyny liniowe są stosunkowo proste w konfiguracji, a operator może ręcznie regulować moment obrotowy, a także pas, chwytak i prędkość podawania nasadki. Jednak chociaż ostateczny zestaw tarcz dociskowych obejmuje sprzęgło, trudno jest utrzymać stały moment obrotowy. W związku z tym dokręcenie nasadki może się różnić, co grozi zbyt mocnym dokręceniem nasadki, co może okazać się trudne do odkręcenia dla konsumentów, lub luźną nasadką, co może spowodować wyciek i zepsucie produktu.
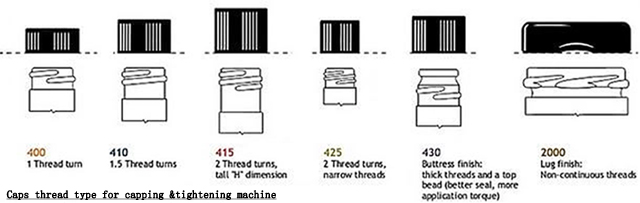
Maszyny liniowe radzą sobie z różnymi typami nakrętek, w tym z nakrętkami sportowymi, nakrętkami z pompką i nakrętkami spustowymi, chociaż mogą wymagać specjalistycznego podajnika nakrętek lub operatora, który umieści nakrętkę na pojemniku przed jej zakręceniem.
Kolejną ważną zaletą podajników liniowych jest możliwość zamontowania ich nad istniejącą sekcją przenośnika, co ułatwia ich integrację z linią produkcyjną.
Co należy wiedzieć o momencie obrotowym (momencie obrotowym zastosowania):

Zmiany są często wprowadzane również przez urządzenia do zamykania inline i chuck. Zmiany w ustawieniach magnetycznych/elektrycznych lub pneumatycznych na głowicach chuck capper oraz prędkość/ciśnienie stosowane przez stacje zamykania inline wrzecionowego/pasowego mogą mieć wpływ na moment obrotowy aplikacji i usuwania.
W środowisku produkcyjnym moment obrotowy aplikacji jest zazwyczaj nieznany, ale uchwyty zakręcarki lub układ wrzeciona są regulowane zgodnie z wynikami momentu obrotowego zwalniania. Zasadniczo im wyższy moment obrotowy aplikacji, tym wyższy moment zerwania gwintu. Dotyczy to momentu obrotowego paska, gdy gwint pęka / odkształca się nieodwracalnie podczas cyklu dokręcania zakrętki.
Jeśli producent nakrętki/butelki nie podaje zalecanych specyfikacji momentu obrotowego, najlepiej zacząć od ustawienia momentu obrotowego aplikacji, które jest równe średnicy nakrętki w mm podzielonej przez dwa (w lbfin). Współczynnik momentu obrotowego zwolnienia/przyłożonego momentu obrotowego zależy od konkretnej konstrukcji nakrętki/butelki/wkładki i kontroli wcześniej wymienionych zmiennych. Zwykle mieści się w zakresie 0,6–0,9, jest wyższy dla butelek szklanych i niższy dla butelek plastikowych.
Nie jest rzadkością, że wartości wykraczają poza ten zakres, ale ekstremalnie wysokie ilorazy zazwyczaj wskazują na obecność błędów momentu obrotowego wprowadzonych do pomiaru momentu obrotowego. Ponieważ stale stawiane jest wszystkim produktom zapotrzebowanie na wydłużony okres przydatności do spożycia, lepszą ergonomię, niższe koszty i lepszy wygląd, problemy z zastosowaniem wciąż się pojawiają. Aby osiągnąć maksymalny okres przydatności do spożycia, zamknięcie musi tworzyć najlepsze możliwe uszczelnienie, a jedynym sposobem na zapewnienie tego jest ciągłe monitorowanie momentu obrotowego uwalniania na linii produkcyjnej.
Wiele różnych zmiennych może tworzyć pasożytniczy moment obrotowy między gwintami, zmieniając wyniki momentu obrotowego lub odczulając automatyczny pomiar momentu obrotowego zwalniania zamknięć gwintowanych. Aby przezwyciężyć te problemy, konieczne jest zrozumienie wszystkich zmiennych wpływających na moment obrotowy między zamknięciami gwintowanymi, zoptymalizowanie części zamiennych i odpowiednią konfigurację sprzętu do testowania momentu obrotowego.
Może Ci się spodobać
 Automatyczne jednotorowe saszetki do pakowania soków Sprzęt do napełniania płynów alkoholowych
Automatyczne jednotorowe saszetki do pakowania soków Sprzęt do napełniania płynów alkoholowych- Ręczna stacjonarna ultradźwiękowa maszyna do cięcia i uszczelniania miękkich rurek z tworzywa sztucznego
- ROPP Butelki szklane do wina Nakrętki aluminiowe Sprzęt do zakręcania śrub
- Półautomatyczna stołowa maszyna do etykietowania płaskich butelek i torebek
- Automatyczne szklane słoiki na olej kokosowy 2 głowice linia do napełniania pneumatycznego
- Linia do napełniania małych butelek z płynem obrotowym i olejkami eterycznymi
- Półautomatyczna stołowa pneumatyczna maszyna do zamykania butelek plastikowych
- Półautomatyczne pneumatyczne urządzenie do napełniania płynnym olejem i kremem z zasobnikiem
- Maszyna do napełniania tub laminowanych tworzywem sztucznym, ultradźwiękowa, półautomatyczna
- Automatyczna dwustronna maszyna do etykietowania płaskich okrągłych butelek









